Oft ist es beim Kleben nicht einfach, eine gute Adhäsion und starke Verbindungen zwischen zwei Verbindungspartnern zu erreichen. Wenn eine Oberfläche jedoch vor dem Kleben mit Plasma funktionalisiert wird, zeigen die daraus resultierenden Klebungen eine deutliche Haftungsverbesserung.
Atmosphärendruckplasmen besitzen eine bemerkenswerte Kombination von Eigenschaften, die eine einzigartige Oberflächenbehandlung ermöglichen. So werden große Mengen sehr reaktiver, aber kurzlebiger chemischer Spezies produziert, die Oberflächen funktionalisieren sowie feinreinigen und so für das Kleben, Lackieren und Bedrucken vorbereiten.
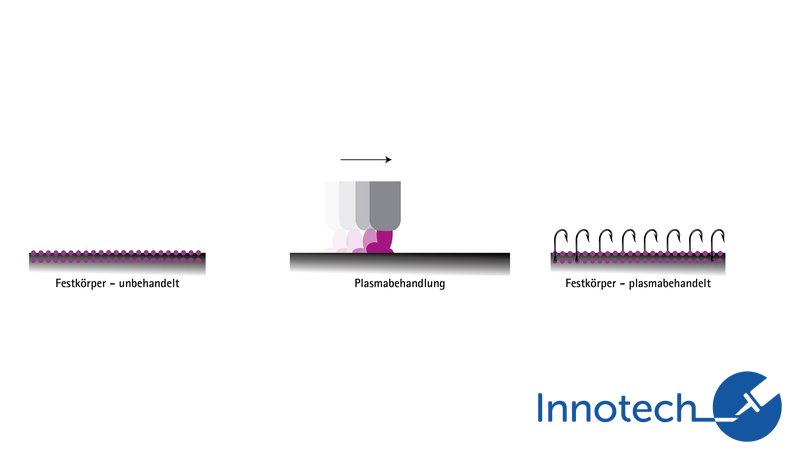
Im Gegensatz zu nass-chemischen Primern ist nach der Plasmabehandlung kein Ablüften der Oberfläche nötig. Dies liegt an dem nahezu instantanen zersetzen und evaporieren oberflächlicher organischer Verunreinigungen sowie der Erzeugung von polaren Molekülendgruppen auf Kunststoffoberflächen (siehe Abbildung 1).
Die Wirkung des Plasmas auf der Oberfläche kann durch die verbesserte Benetzbarkeit nach der Behandlung festgestellt werden. Um diesen Effekt zu quantifizieren, kommt die sogenannte Kontaktwinkelmessung zum Einsatz. Hier wird der Winkel vermessen, den ein Tropfen einer Testflüssigkeit mit der Festkörperoberfläche einschließt. Werden auf einer Oberfläche die Tropfen (siehe Abbildung 2) einer polaren und einer unpolaren Flüssigkeit (z. B. Wasser und Diiodmethan) auf diese Art vermessen, kann die sogenannte Oberflächenenergie des Festkörpers bestimmt werden. Diese setzt sich folglich aus einem polaren und einem dispersen Teil zusammen und ist ein Maß für die Benetzbarkeit der Oberfläche. Grundsätzlich gilt: Bessere Benetzung führt zu flacheren Tropfen mit kleinerem Kontaktwinkel und wird in einem erhöhten Wert der Oberflächenenergie in der Einheit mN/m messbar. Auch mit sogenannten Testtinten können Oberflächenenergien geprüft werden.
Während in der Linienfertigung oftmals konventionelle Hochleistungs-Plasmajets für maximale Prozessgeschwindigkeiten eingesetzt werden, bietet sich für den manuellen Einsatz von atmosphärischem Plasma die Piezoelectric Direct Discharge (PDD®) Technologie an. Diese kommt mit wenigen Watt Leistungsaufnahme aus und produziert ein hocheffizientes Plasma, das ohne signifikante Wärmeverluste bei weniger als 50 °C operiert. Der Einsatz dieser Technologie in Handgeräten wie dem piezobrush® PZ3 ermöglicht eine Aktivierung von Kunststoffen und eine Feinreinigung von nahezu allen Materialgruppen bei typischen Geschwindigkeiten von 20 mm/s bei einer Behandlungsbreite von bis zu 29 mm.
In Abbildung 4 sind die Oberflächenenergien ausgewählter Materialien vor und nach der Behandlung mit kaltem Plasma dargestellt. Hier wird deutlich, dass das atmosphärische Plasma durch aktive Sauerstoffspezies besonders den polaren Anteil der Oberflächenenergie vieler Materialien erhöht.
Dieser polare Anteil der Oberflächenenergie korrespondiert mit den polaren Komponenten in Flüssigkeiten wie Kleb- und Dichtstoffen, Drucktinten oder Lacken. So können sich zahlreiche stabile chemische Bindungen bilden, was wiederum zu einer verbesserten Haftung führt. Abbildung 3 zeigt einen Vergleich der Abzugskraft bei
Verbindung unbehandelter Kunststoffe und der gleichen Kunststoffe mit vorheriger Plasmabehandlung mit 2K-Epoxy Klebstoff. Der Vergleich in Abbildung 3 zeigt eine deutliche Verbesserung der Abzugskraft.